温州飞龙聚氨酯设备工程有限公司
中文官网:http://www.pumcn.com/
英文官网:https://www.flpumachine.com/
CPU20F高温型弹性体浇注机是聚氨酯弹性体制品生产的核心设备,设备以高制品正品率、低运行故障率为核心设计目标,
依托精准计量、均匀混合、恒温控温、无气泡成型四大核心性能,保障稳定量产。
本文精简梳理设备设计原理、核心结构、标准操作流程及工艺优化要点,适配生产实操与技术科普使用。

一、设备核心设计标准
聚氨酯制品高品质成型由四大要素共同保障:合格原料与科学配方工艺、高精度专用设备、适配生产模具、规范且可应急处置的操作方法。其中,设备硬件性能是质量基础,优质高温型弹性体浇注机必须满足四大硬性指标:计量精准、混合均匀、温度稳定、成型无宏观气泡。
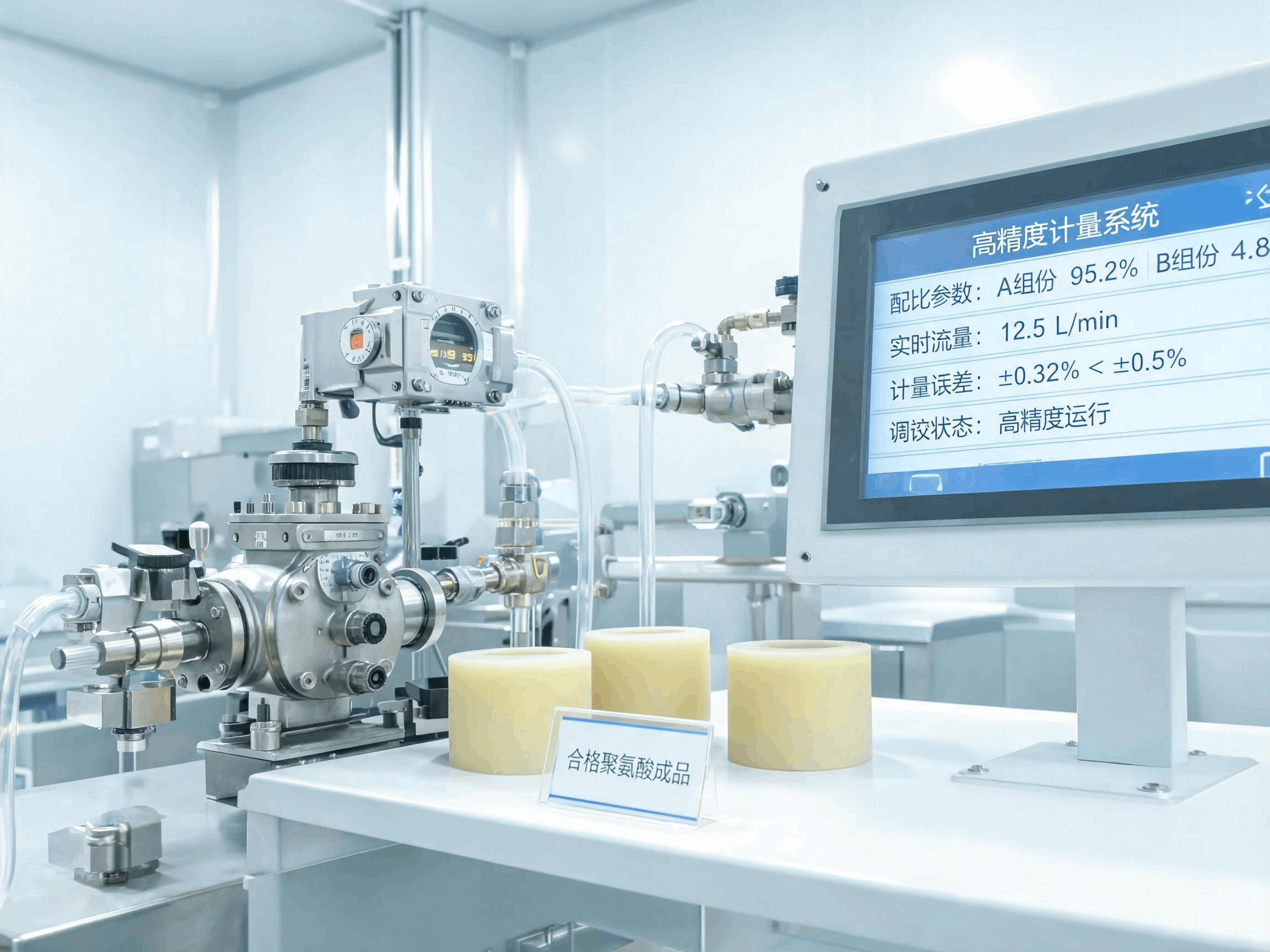
二、计量系统原理、参数与实操技术
计量系统是决定制品配比精度、杜绝次品的核心模块,设备精准度经优化调校,正常使用工况下计量误差<±0.5%。
 (图片:AI生成图片)
(图片:AI生成图片)
1、计量精度核心影响因素
供料与过滤系统:A料粘度随温度变化明显,可在不影响原料使用寿命的前提下适当升温降粘,便于稳定供料;粘度>2000cps时,可通入<0.03Mpa稳压氮气,实现计量泵均衡供料。B料核心原料MOCA常温为固态,熔点100-109℃,原料杂质越多熔点越低,需完全熔化为低粘度液体后方可上机生产。
传动与数显硬件:搭载低速高精度专用计量泵、精密驱动机构及转速数显装置,硬件精度从根源保障计量稳定性。
管路压力系统:输料、回流管路阻力恒定,压力调节灵敏,全程保障供料压力均衡无波动。
2、CPU20F全系机型参数配置

3、标准操作流程
原液加温:通过导热油强制循环系统,对A、B原液整体匀速加热至工艺设定温度。
预聚体合成:可直接在A料罐内完成聚氨酯预聚体合成反应,适配不同生产工艺需求。
加料作业:A料可从顶部加料口加料,大型制品可通过罐底回流口连续供料,提升浇注量;加料后需分步真空脱泡,先罐内脱泡再整机循环脱泡,全程杜绝漏气。启停真空泵必须先关闭料罐阀门,防止真空泵油倒吸损坏设备。B料及颜料等辅料建议罐外熔化搅拌均匀后,再加入B罐,避免混料不均。
回流循环:启动计量泵,调节回流调节阀与节流片,使A、B料回流压力与浇注压力基本平衡,稳定供料状态。
连续浇注:提前预热多组模具实现不间断浇注,完工后设备由电脑程控自动完成气冲、液洗清洗。
长期停机维护:长时间停机需使用DOP彻底清洗A料整套系统,防止原料固化堵塞管路、卡死泵体。
4、计量配比调试技术
设备A、B泵为固定体积比配置(Ⅱ/Ⅲ型100:12),受原料密度、管路阻力影响,同等配比下两泵运行转速不同。生产时需根据制品规格、配方比例计算泵速,且所有参数必须以实际实测流量为准。同时需严格控制泵体转速区间,高粘度预聚体需适当降速或加大节流片孔径,避免管路超压停机。
泵速计算实例(CPU20F-Ⅲ型):A泵排量50c.c/ver,B泵排量6c.c/ver,总浇注量4kg/min,A料比重1.05,B料比重1.22,重量比100:12。经测算,A泵最优转速68r/min,B泵最优转速58.5r/min(取值59r/min),调试后根据实际排量微调修正。
最佳混合比标定:混合比是制品质量核心参数,总浇注量误差对成品性能影响极小。机械浇注需区别于手工配比,通过多组试样调试标定最优比例。常规调节方式为固定B泵转速、微调A泵转速,依托A泵高精度调节特性,锁定制品最佳性能配比。
三、混合浇注头结构与操作规范
浇注头是物料混合成型核心单元,集成切换、调压、搅拌、清洗、恒温保温多功能结构,保障物料混合均匀、无气泡、无残留、无漏料。
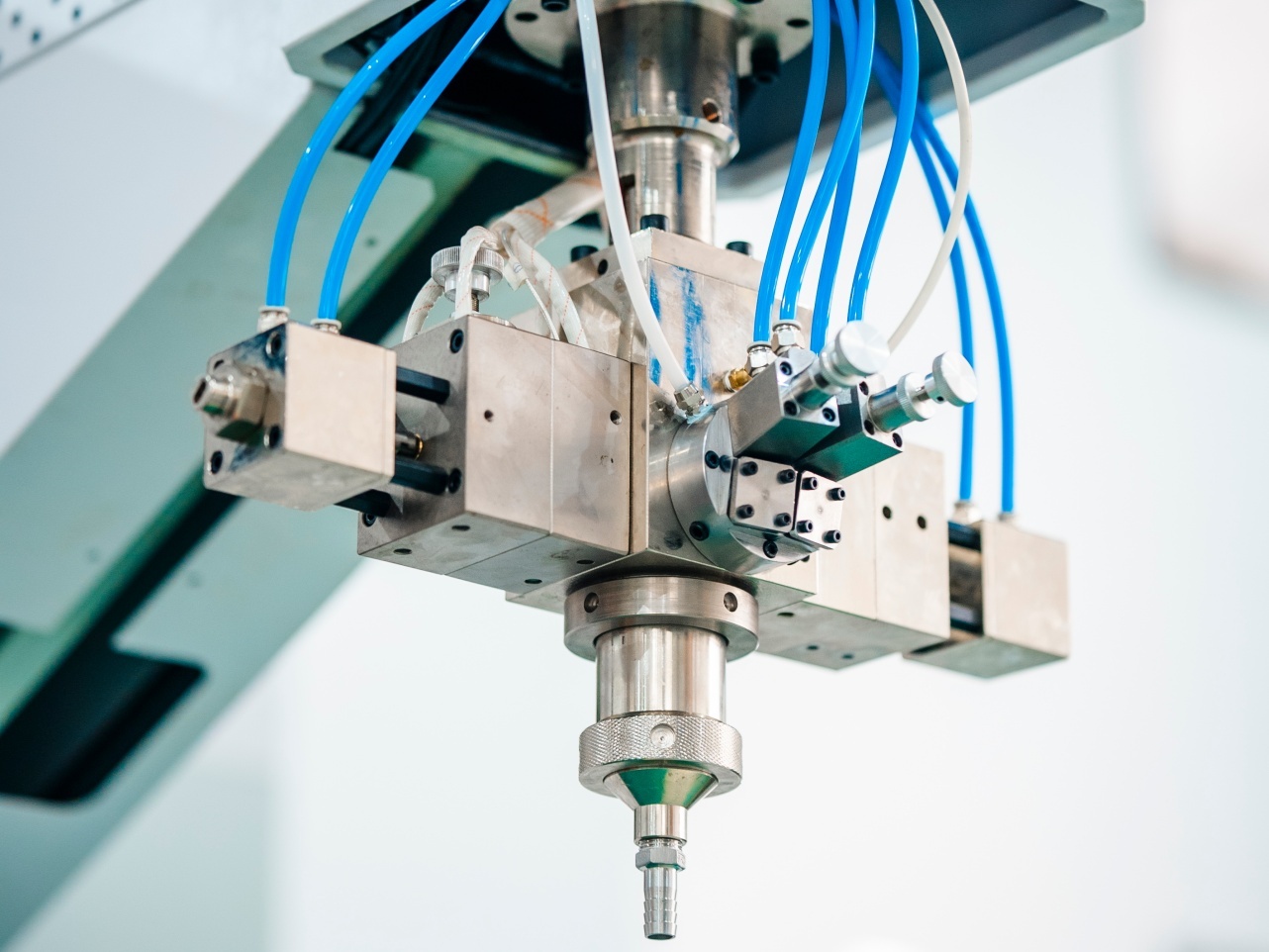
1、核心结构原理
浇注-回流切换装置:采用D63气缸+齿条齿轮驱动,阀球90°精准旋转,实现浇注、回流全自动切换;浇注时物料经节流小孔入混合腔,回流时物料从罐底回流,有效杜绝气泡、稳定料温。
压力调节装置:标准工作压力A料0.4~0.6Mpa、B料0.2~0.3Mpa;通过节流片孔径调节流速,A料6~8m/s、B料3~4m/s,保障压力平衡、混合均匀。节流片孔径计算公式:d(mm)=5√Q/v(Q为流量L/min,v为流速m/s)。
搅拌密封系统:双档搅拌转速3500/4500r/min,配备高精度进口轴承与一体式可拆装密封结构,搭配精密油封,彻底杜绝混合料倒灌漏料。
全自动清洗装置:电脑程控电磁阀,搭配D50气缸清洗开关,停机后压缩空气、清洗液自动冲洗混合腔,可有效防止原液倒灌管路,保证每次浇注无残留。
锥形齿型混合头:结构简洁耐用、搅拌均匀、不产生气泡,可通过调整出料孔径改变物料腔内停留时间,适配不同浇注量。出料孔径计算公式:d(mm)=√Q/v(总浇注量Q:kg/min,最优流速v:0.5~1m/s)。
导热油保温系统:导热油与原液同步循环换热,全程恒温保温,规避温差引发的成型缺陷。
2、浇注头调试操作要点
空载试运行,检查设备运转、工况切换、清洗功能是否正常,无噪音、无卡滞、无漏气;带料运行核查无漏料、压力平衡,通过多次短时排量测试锁定最优泵速;校准清洗系统,保证A、B两孔同步开关清洗,清洗不均时可更换加厚四氟垫调试。混合头高速异响需及时排查轴体弯曲、间隙异常等问题。
四、恒温控温系统控制技术
温度稳定是聚氨酯弹性体合格成型的关键,B料温度异常会直接导致MOCA变质、制品报废。设备搭载A、B独立双套两段式导热油强制循环加热系统,控温精准、节能高效。

1、控温核心优势
采用pt100铂探头传感器与时间比例温控仪,导热介质温度始终高于物料温度5~10℃,双重联动控温。B料配备专属温控保险电路,温度未达标无法启动泵体,低温自动声光报警,从硬件杜绝低温生产次品。两段式加热模式,开机双管全速升温,0.5~1小时达标后自动单管恒温,兼顾升温效率与控温精度。油泵标准工作压力0.1~0.12Mpa。
2、标准温控参数
A原液:60~90℃;A导热介质:70~100℃;B原液:110~120℃;B导热介质:115~125℃;B计量泵:105~110℃;浇注头参考温度70~120℃,超出区间需排查加热故障。
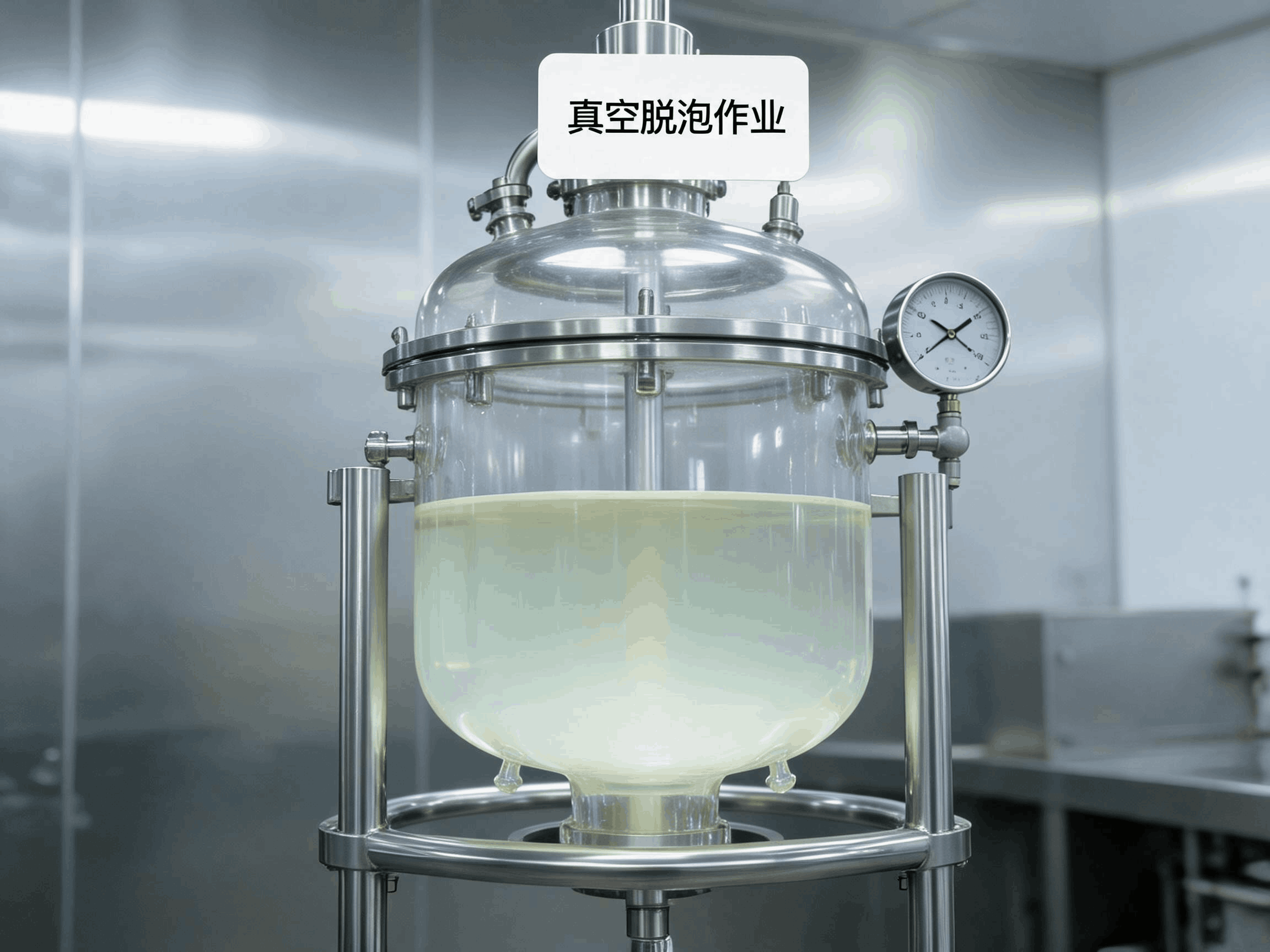
五、制品气泡缺陷成因与消除方案
制品宏观气泡主要源于原料脱泡不彻底、设备密封漏气、浇注湍流进气三大因素,针对性标准化操作可实现无气泡成型。
 (图片:AI生成图片)
(图片:AI生成图片)
1、原料预处理:浇注前必须完成预聚体充分真空脱泡,确认物料无气泡后方可上机量产;
2、设备密封管控:定期检查清洗开关、搅拌轴、四氟密封垫、混合头密封性,杜绝系统漏气;
3、规范浇注工艺:匹配适配漏斗与透明软管,待物料完全无气泡后入模,连续浇注不中断,避免中途进气;
4、术后彻底清洗:批量生产结束后及时清洗混合腔,完全吹净二氯甲烷、三氯乙烯等清洗剂残留,防止混入物料产生气泡缺陷。
六、工艺优化与设备运维关键要点

(图片:飞龙聚氨酯设备2组份弹性体浇注机-MOCA反应装置)
1、A料预聚体生产与停机保养
设备支持罐外预制加料、罐内T+P(异氰酸酯加多元醇)、P+T(多元醇加异氰酸酯)三种预聚体合成方式,适配行业主流工艺,合成温度严控≤80℃,真空脱泡10~40min即可备用。短期停机(≤3天)可密封充氮保存,防止吸潮变质;停机超3天需清空物料,DOP循环清洗封泵,每日开机循环20分钟,防止泵体结死。
2、B料与MOCA使用规范
B罐不建议加装搅拌装置,避免MOCA凝固卡死设备、增加熔料难度;颜料等辅料必须罐外混合均匀后入罐,杜绝气泡、混料不均。常规停机仅需密封系统即可,无需清空物料。
3、设备定期校准与维护
清洗开关维护:每次浇注务必关严清洗开关,防止B料倒入铜管结死,定期更换四氟密封垫,保障A、B阀密封严密。
传动同心度校准:长期运行易出现计量泵中心偏移、与电机不同心问题,需定期检查校准,消除运行噪音、传动偏差,保障计量精度。
防倒料管控:根据浇注量匹配对应孔径出料漏斗,避免出料不畅、腔内压力过高,杜绝混合料沿搅拌轴倒灌。

聚氨酯整体解决方案提供商
手机:张经理 138-0668-4906
电话:0577-86052501
邮箱:FL@pumcn.com
地址:温州市瓯海区104国道鹅湖段83号宏地智能科创城8幢
网址:www.pumcn.com


截屏,微信识别二维码
